高端定制全自动溶剂回收系统
众多的顶级安全保护功能, 250L和450L连续型可选
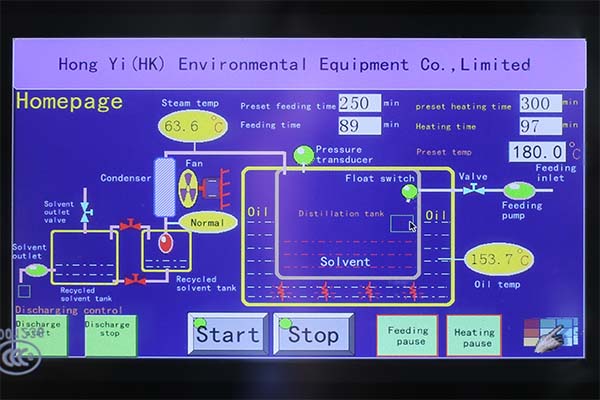
PLC控制全自动溶剂回收系统搭配智能控制软件,自动送料和液位控制,连续24小时自动连续不间工作。
高端定制
德国原装安全保护配件,多重保护,超厚锥形蒸馏桶,标配特氟龙涂层
一键启动
无需复杂的操作,一键启动即可实现整个回收流程全自动运行,操作更轻松
触摸屏幕
全新防爆彩色LED显示屏,实时显示运行数据,同时可实时修改更新运行参数
自动送料
全自动将待回收的溶液输送到蒸馏桶,液位下降时,可再次自动送料,并自动停止
液位控制
防爆液位控制开关,保证液位上升或下降,及时反馈给控制系统并作出相应动作
PLC温控
通过可靠的PLC温控模组,及众多的探头,搭配智能软件,确保万无一失
更多高端定制配置,欢迎联系我们索取详细资料
溶剂回收系统操作流程
- 预先设置好运行参数;
- 一键启动;
- 加料泵(内置)开始加料,液满自动停止并闭合加料管路;
- 加热棒加热导热油;导热油传热到废溶剂溶液,有机溶剂汽化;
- 气态进入冷凝器,液化后流出流入回收器皿或真空泵(选配);
- 根据用户设定,蒸馏桶内溶济液位下降后,系统决定是否再次补料,若不再补料,则蒸干后自动关机;
- 待蒸馏桶冷却后(60℃以下),打开下排渣阀门即可清理残渣(也可选择高温袋配合使用,但450升设备不可用)
就是这样,通过蒸馏冷却,将清洁的有机溶剂从废旧溶剂溶液中回收出来,实现了溶剂回收再利用的目的。
弘益溶剂回收系统 高端定制全自动型号表
| 型号 | 容量 | 冷却系统 | 清渣方式 | 电源 | 功率 |
|---|---|---|---|---|---|
| Hy250Ex-PLC | 250升 | 水冷 | 下排渣式 | 380V | 16.0Kw |
| Hy450Ex-PLC | 450升 | 水冷 | 下排渣式 | 380V | 30.0Kw |
- 内置气动加料泵;
- 标配特弗龙涂层的回收桶;
- 标配锥形桶,大口径下排式清渣;
- 冷却系统采用高效水冷系统;
- 各机型皆可选配真空减压装置配套使用;
- 电源可以依据用户要求定制适合的电压。